企业动态
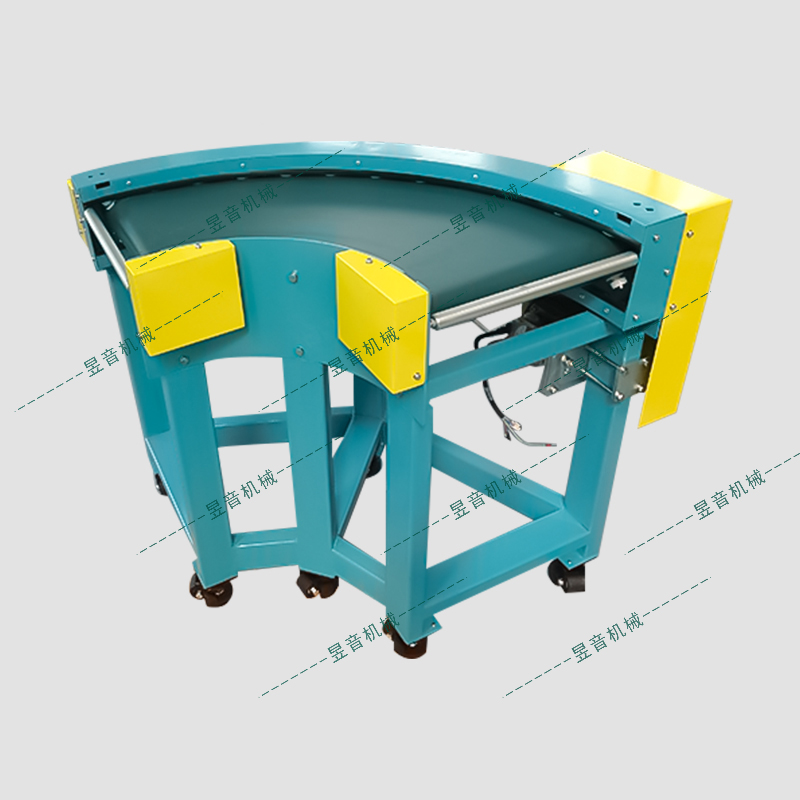
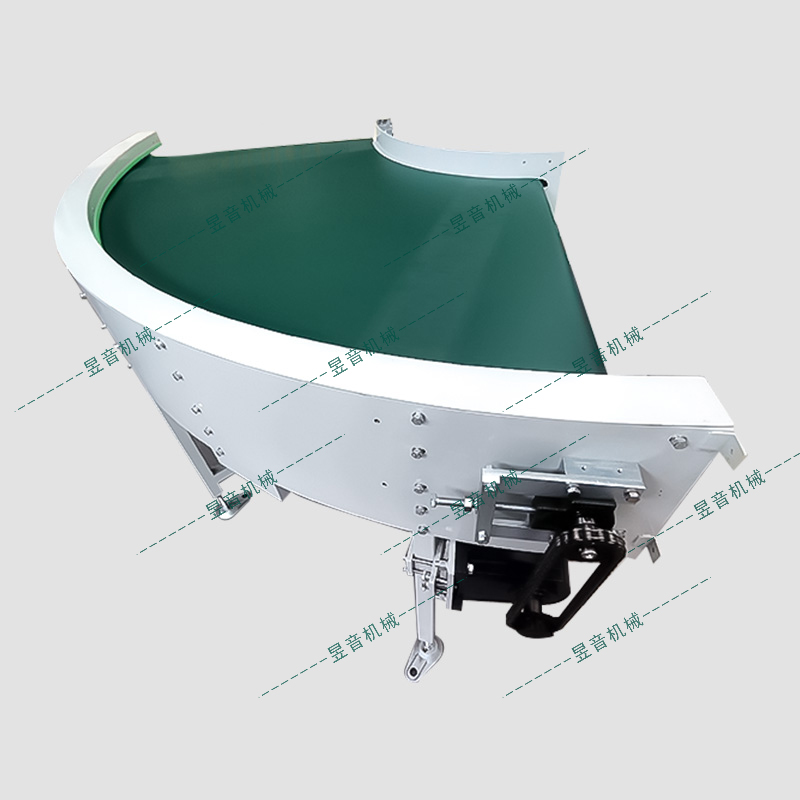
由于皮带输送机的日趋成熟及输送电机在输送机械上的应用,使得世界工业发达国家近年来在输送机方面的开发与研制发展异常迅速。现在已广泛的用于矿山、冶金、建材、化工等各工领域。其发展趋势大致有以下几个方面:
1、标含数优化:重量最轻,造价最低,能耗最少;噪声最小、效率最高,输送量最大;
2、磨损轻,润滑点少,磨损环节少,零部件寿命长,维修量小,维修费用低;
3、输送高温材料:允许输送物料的温度可以达350度,短时间温度可达680度至一千度。
4、承载构件做成密封结构,便于封闭输送粉尘性大、有毒、有挥发性异味、危害人体健康和环境卫生的物料;

5、输送过程当中,可同时完成其他工艺作业,如筛分、混合、烘干和加热、冷却、清洗等,实现一机多用;
6、可水平或倾斜安装,一般向上,向下倾角分别不超过十二度至负十五度;
近年来,国内在皮带输送机方面也得到了迅速发展和应用。不少研制单们、高校及厂家对皮带输送机进行了非常广泛的研究,但其效率、功能、规格、寿命等诸方面与发达国家相比,还有较大的差距。国内较为成功的结构形式主要有:单管、双管输送机、平衡式、不平衡式输送机,单质体、双质体输送机,偏心连杆式,其长度多在七米以下,个别样机可达十二米。
国内外皮带输送机技术的发展很快。如高倾角带输送机、管状带式输送机、螺旋输送机等各种机型;另一方面是带式输送机本身的技术与装备有了巨大的发展,其主要表现在2个方面:一方面是带式输送机的功能多元化、应用范围扩大化。尤其是长距离、大运量、高带速等大型带式输送机已成为发展的主要方向,其核心技术是开发应用于了带式输送机动态分析与监控技术,提高了皮带输送机的运行性能和可靠性。目前,煤矿井下使用的带式输送机已达到表 1所示的主要技术指标,其关键技术与装备有以下几个特点:
以满足年产 300~500万 t以上高产高效集约化生产的需要。
1、设备大型化。其主要技术参数与装备均向着大型化发展。
2、 应用动态分析技术和机电一体化、计算机监控等高新技术。对输送机进行动态监测与监控,采用大功率软起动与自动张紧技术。大大地降低了输送带的动张力,设备运行性能好,运输效率高。
3、采用多机驱动与中间驱动及其功率平衡、输送机变向运行等技术。并确保了输送系统设备的通用性、互换性及其单元驱动的可靠性。使输送机单机运行长度在理论上已有受限制。