
企业动态
卸料装置是红枣自动分选机的核心硬件之一,功能是对已判定等级的水果实施自动分级卸料,使不同等级的水果在不同分级出口脱离水果输送线。现有的卸料装置有气动式卸料、推挽式和组合式输送卸料装置。气动式水果分级装置的卸料速度较慢。推挽式分级机构用步进电机作为执行器,需要增加单独的控制装置。组合式输送卸料装置能够实现水果的平稳卸料,但需要设置独立的卸料台,致使水果分选机的整体结构复杂。昱音机械厂商技术人员设计了一种执行机构简单可靠的卸料装置,并应用多体动力学软件ADAMS建立卸料装置的虚拟样机模型,对杠杆长度进行虚拟单因素试验,并进行了不同质量红枣的卸料试验,为卸料装置的设计与性能研究提供了一个可行的方法。
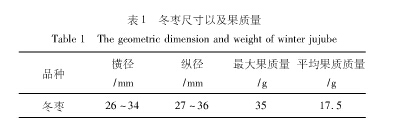
目前,我国种植范围和产量最大的鲜食枣品种为冬枣,其尺寸和果质量如表1所示。针对冬枣的外形尺寸,输送装置配套选用C208A型输送链,每个外链节上安装一个输送装置,任意两个前后相邻的输送装置均可托起并搓动1个红枣。
1、电磁铁选型与卸料杠杆
设计分选速度为5个/s,普通直流牵引电磁铁的操作频率无法满足应用要求,故选择GS32型电磁铁,其工作频率为16Hz,行程末吸力约为10N。由于GS32为拉动式电磁铁,其额定行程仅为5mm,无法满足实时卸料要求,故设计卸料托杆铰接在衔铁末端,并在销孔处与机架铰接。卸料托杆左段为斜直线,以适应红枣输送装置间距小的特点,右段母线为R= 102mm的圆弧,使卸料过程更平滑。为研究其卸料性能,设计3个行程放大倍数分别为4,3,2的卸料托杆,分别称其为托杆1、托杆2和托杆3。电磁铁本体固定在机架上,卸料托杆将衔铁的直线运动转化为绕销孔的转动。经过计算,所需电磁铁的最小吸力为1.144N,满足使用要求。
2、卸料装置的工作原理
卸料装置的结构如图2所示。
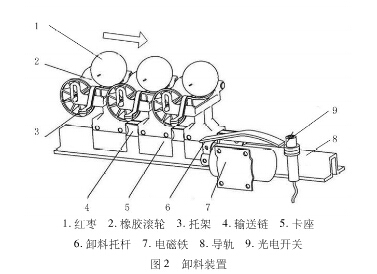
当输送装置运动到图像采集区域时,布置在该区域导轨两侧的摩擦带将滚轮托起并将其搓动;同时,相邻两个滚轮带动其上方的红枣转动,使得高速摄像机采集到完整的红枣表面图像。在经过图像采集阶段后,滚子在自重作用下回到低位,红枣下落到架托上,同时图像处理系统将相应的等级信号传递给控制系统。当携带红枣的输送装置运动到相应的分级口时,若等级控制信号为高电平且光电开关被触发,则电磁铁得电并托起托架卸料端,红枣滑落输送装置并进入缓冲料斗。http://www.yuyin.sh.cn/自动分拣机技术整理发布。
