企业动态
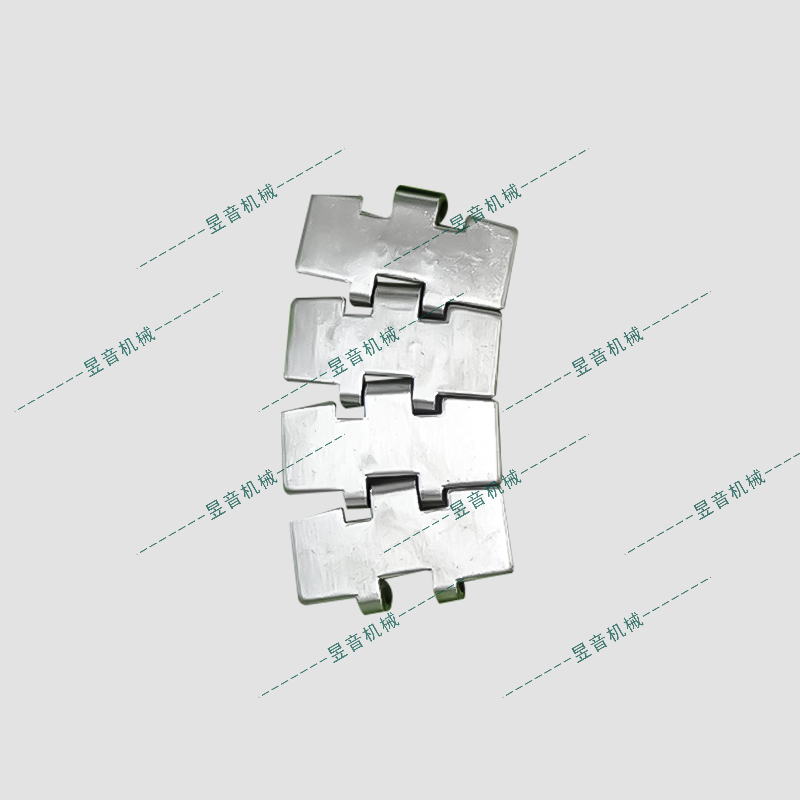
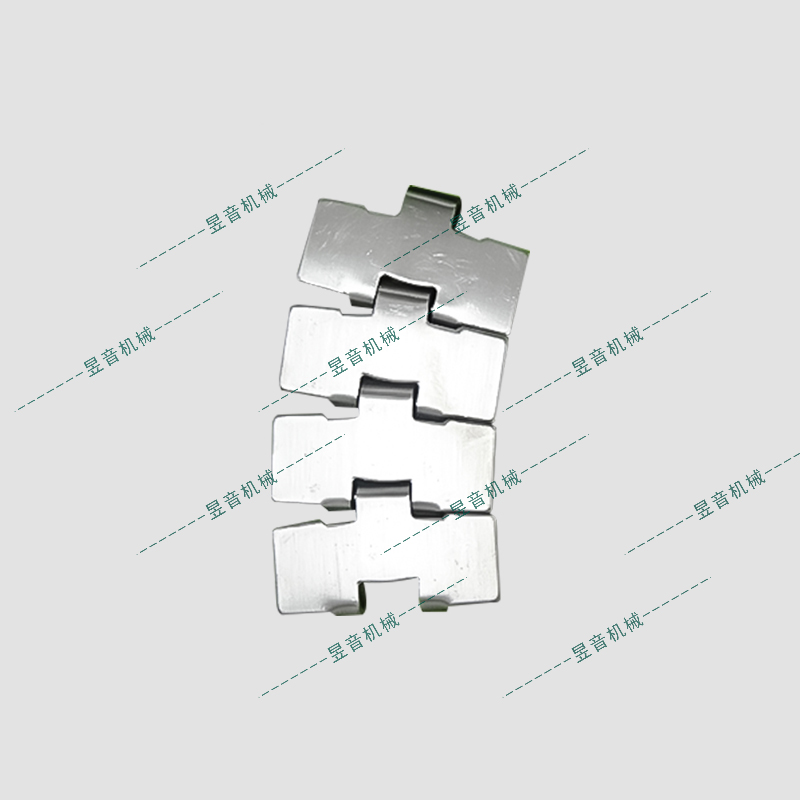
不锈钢链板与传统软性材质的链板相比有着较多的优势。就其挡板来说使用过传统软性材质传送带链板的客户都知道制造挡板,挡边的加工方式复杂,不耐用而且昂贵,也极容易损坏和剥落,而不锈钢链板备有各种不同的挡板、挡边且尺寸齐全。不但容易安装而且都是一体成型非常坚固,且输送机厂家可以根据客户需要进行定做,故不锈钢链板适用广泛,无论是横向输送还是垂直输送或者螺旋输送等不锈钢链板都可以设计不同造型和链接方式轻松应对。正常工作时不锈钢链板的运行方向是怎样的呢?是从左到右,还是从右到左?
不锈钢链板正常运行时因为链条是作为发动力跟受动力之间的介质,而发动机的前进转动方向是往右的,因此要想受动力前进的话就往右,反正后退就往左。一般来说的话都是从左向右运动,这样才不会因为连接处的转折而形成“倒刺”。

不锈钢链板是现在很多企业生产线上的座上宾,在不同的环境下不锈钢链板的使用多少有些不同,我们要针对不同的使用要求及环境来选择合适的不锈钢链板,不锈钢链板在腐蚀环境下影响是比较大的。众所周知不锈钢链板的材质即为不锈钢,在腐蚀环境下会出现腐蚀生锈,从而影响不锈钢链板本身的外形以及在使用过程中的正常工作。
不锈钢链板在日常生活中适用于各个方面,但是不锈钢链板在腐蚀环境下会造成一定的影响。首先表现最明显的就是不锈钢链板零件开始变细。其次就是磨损加速,零件上的铁锈会影响不锈钢链板上输送链条和滚子灵活回转,还会出现应力腐蚀和晶粒腐蚀。
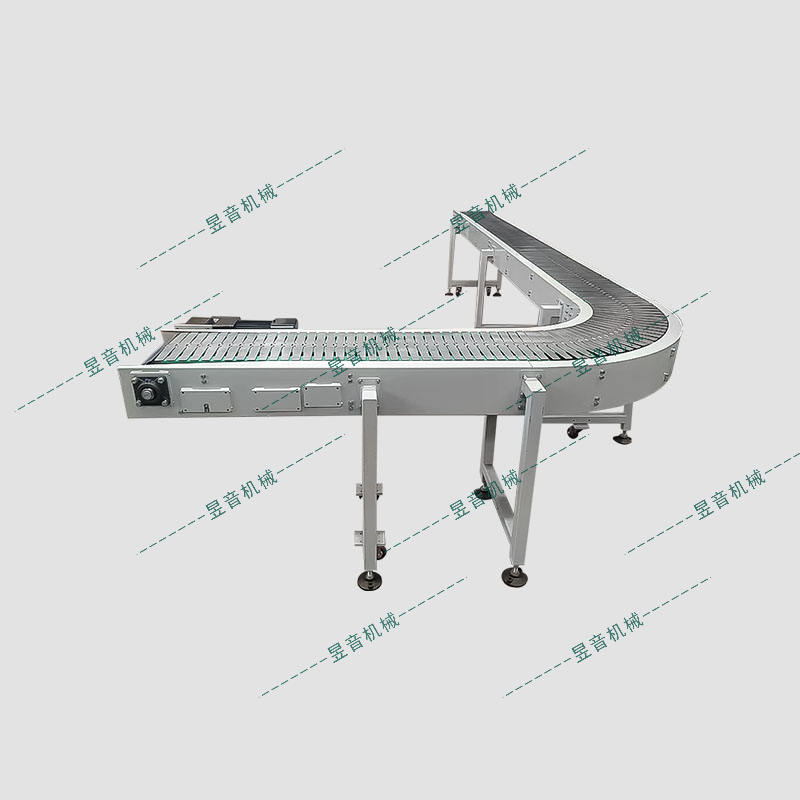
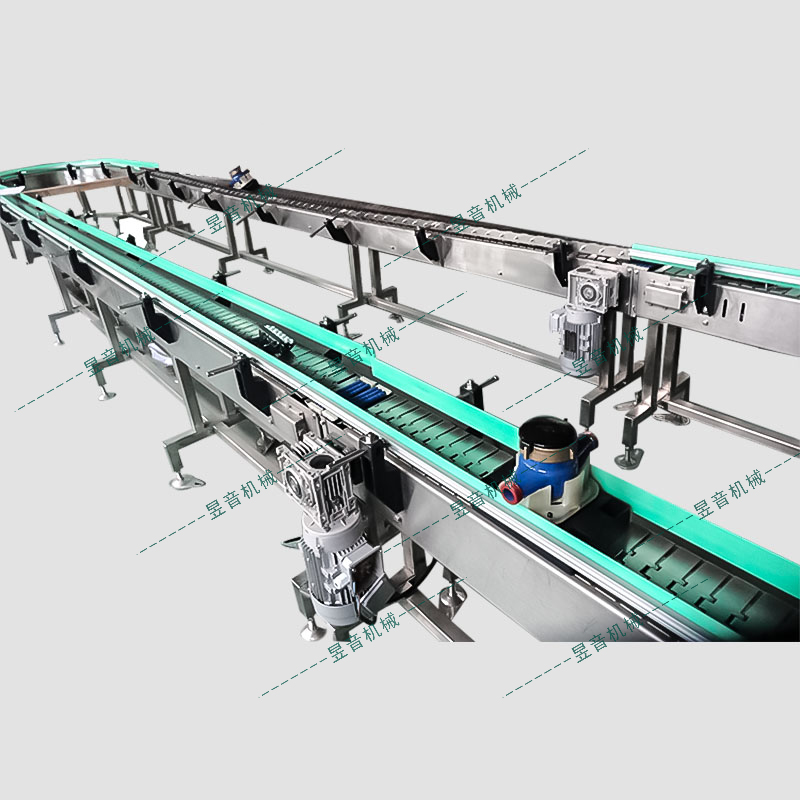
不锈钢链板输送机以标准链板为承载面,由马达减速机为动力传动;我们可以通过多列链板并行,使链板输送机做的很宽并形成差速,利用多列链板的速度差使多列输送在无挤压的情况下变为单列输送,从而满足饮料贴标、灌装、清洗等设备的单列输送的要求,同样也可以使单列变成多列并行走缓慢,从而产生储存量,满足杀菌机、储瓶台、冷瓶机的大量供料的要求,我们可以将两条链板输送机的头尾部做成重叠式的混合链使得瓶(罐)体处于动态过度状态,使链板输送机上不滞留物料。