企业动态
随着烟草加工设备的高速化的发展,输送机械的速度也得到了大幅度的提高。输送机械生产速度由原来的40条/min提高到80条/min。与输送机械相连的条盒输送系统由于采用链板结构的限制,单通道稳定输送速度在50条/min。对于生产速度在50条/min以上的输送机械设备,YF611型条盒储存输送系统采用分道的方式进行处理,即将一台输送机生产的条烟进行分成两道,由两条输送线进行输送。原分道部件的结构复杂,工作时运动过程多,只能够满足处理生产速度在70条/min以下的输送线。并且同由于结构限制,对条烟表面质量影响较大。为此对分道部件进行改进,使其满足生产速度为80条/min的输送线要求。
1、改进前的分道部件
输送机械输出的条烟通常是横向的,而条盒输送系统上的条烟是纵向放置的,因此条烟在输送到条盒系统时,要经过横纵转换。原结构是条烟在横条皮带输送机上以两条烟为一组,输送到与其垂直布置的滑板的两个滑道上,从而完成横纵条转换和分道处理。分道部件结构如图1所示。
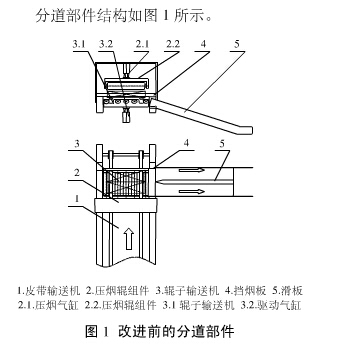
横向皮带输送机将横向放置的条烟输送到皮带输送机端部的挡烟板处,在经堆积下移动,压住其下的第三条烟,以阻止后续条烟前行。压烟辊到位后,辊子输送机在驱动气缸的作用下向上运行,使处于其上方两条烟脱离皮带输送机的皮带后,辊子输送机开始转动,将两条烟输送到与皮带输送机垂直安装的滑板上,两条烟在滑板的两个滑道内滑到两台提升机通道内,从而完成条烟的横纵条转换和分道。条烟离开辊子输送机后,驱动辊子输送机的气缸收回,辊子输送机下降到皮带以下。辊子输送机到位后,驱动压烟辊的气缸收回,压烟辊放开其下条烟,条烟被输送到挡烟板处。
该结构由于结构复杂,工作过程当中的动作相对较多,工作效率低,只能匹配生产速度为70条/min以下的包装机。另外,压烟辊下降时,由于皮带输送机要及时将包装机生产的条烟输送走,皮带输送机不能停,因此压烟辊下的条烟与皮带间摩擦较大,影响产品表面质量。
2、改进后的分道部件
为了满足匹配更高速度的包装机要求,分道结构的动作应该简单,条烟行程尽可能的短。因此,改进后,条烟分道在纵条皮带输送机上完成。纵向皮带输送机可以并排放三条条烟,条烟到位后气缸将其推上左道,下一条烟到位后气缸收回,将其推至右道,从而完成条烟分道。
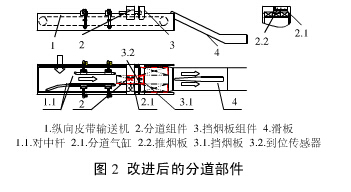
如图2所示,改进后的部件包括纵条皮带输送机、分道组件、挡烟板组件、滑板,其中,分道组件由分道气缸和推烟板组成,挡烟板组件由挡烟板和到位传感器组成,皮带输送机上安装有两条条烟对中杆。http://www.yuyin.sh.cn/输送机技术整理发布。