企业动态
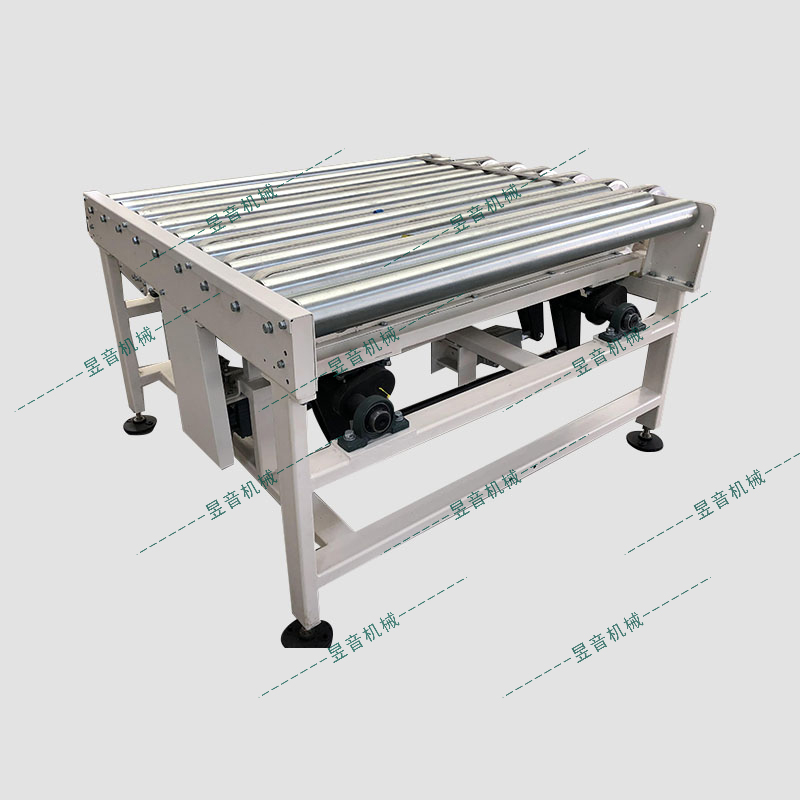
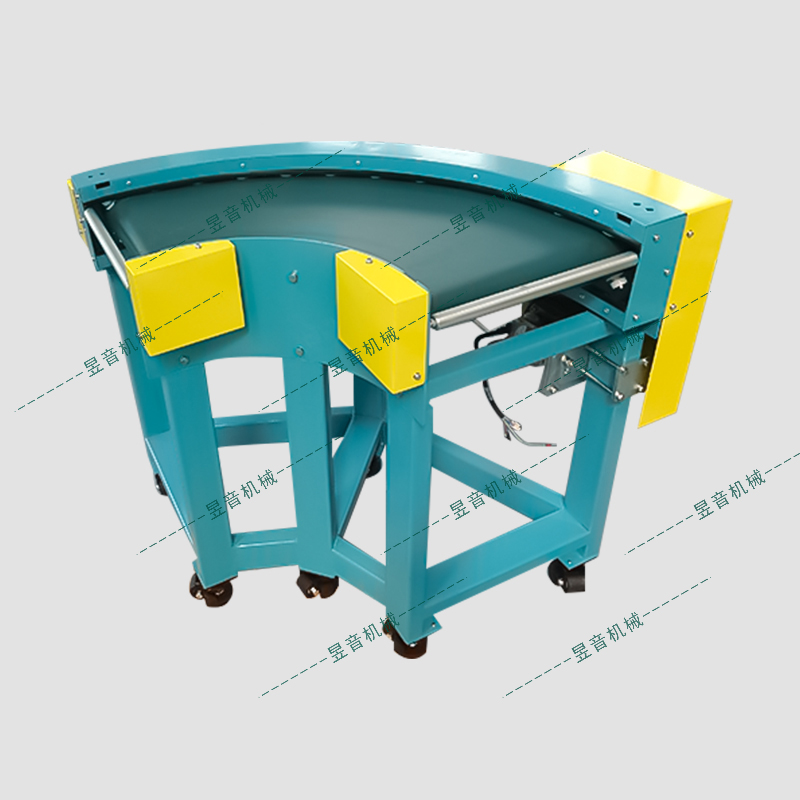
皮带输送机滚筒进行包胶后,可以增大滚筒与皮带之间的摩擦力,从而达到提高输送机运输效率,实现安全可靠运行,减少皮带磨损、伸长,延长使用寿命,并适应潮湿、恶劣环境。金属滚筒包胶后,滚筒与皮带之间的摩擦系数加大,皮带的应力相应减少,皮带伸长因素受到限制。由于运输效率的提高,间接节能效果明显增大。
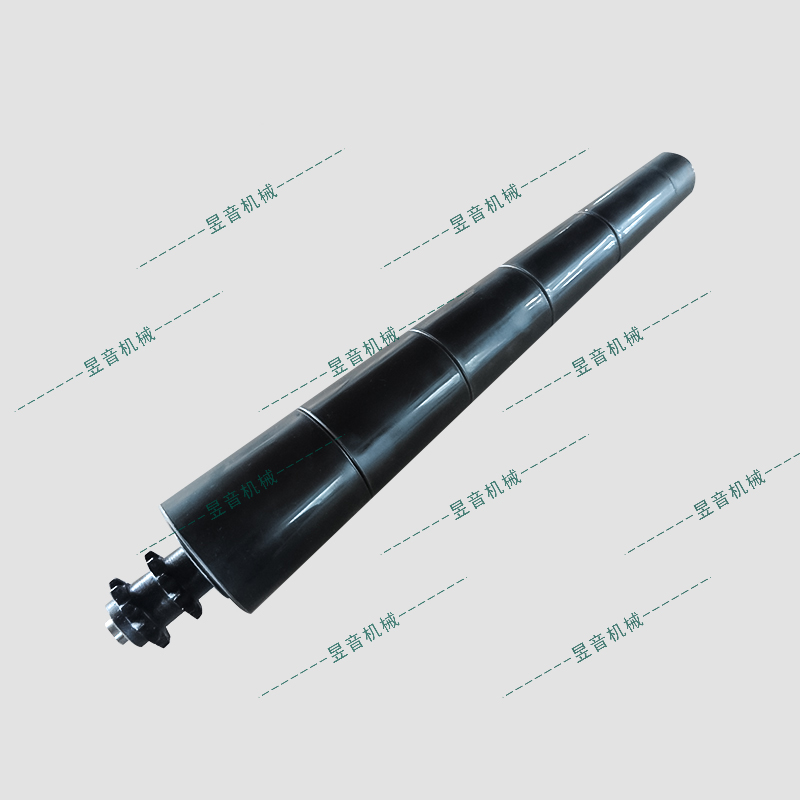
皮带输送机滚筒包胶的种类很多,主要有:铸胶、冷粘胶、瓦壳式包胶、陶瓷包胶等,这几种包胶方式各有其特点。
用铸胶方式,滚筒胶面与滚筒之间接触面大,无间隙,包胶层牢固可靠。但其不足之处在于:
(1)必须在铸胶前在整个筒体表面加工出螺纹状的沟槽,以增大接触面积,增加粘胶强度;
(2)铸胶后由于铸胶厚度不均匀,需要进行二次加工,以保证滚筒外圆与滚筒轴的同轴度,对设备要求较高;
(3)使用过程中一旦发生胶面与筒皮剥离,难以修复,必须拆下滚筒,车去外包胶,重新包胶。
冷粘胶的优点是相对于铸胶加工制作比较简便,包胶均匀,不需大型设备。冷粘胶的缺点是:
(1)粘胶时,要求滚筒光洁,不得有油污,因此首先要清洗滚筒表面;
(2)粘胶时,胶板与滚筒表面不能有间隙,否则会影响粘胶的强度,胶板易开裂;
(3)使用后一旦胶板脱开,不易修复,必须拆下滚筒将胶板全部剥去,再次清洗,重新粘胶板。
另外,还有一种陶瓷滚筒包胶更为先进,是在特种橡胶中镶入20mmx20mm、表面带有颗粒并具有优异耐磨性能的三氧化二铝陶瓷块。由于陶瓷与橡胶硫化接触面有独特的燕尾槽结构,陶
瓷与橡胶紧密贴合在一起,保证陶瓷不会从橡胶里脱出。陶瓷片表面有凸点,粗糙度高,可增加滚筒表面摩擦系数,使输送带连续作业不易打滑。陶瓷衬板粘接牢固且不起层,耐磨性能优异,使用寿命长,比普通包胶寿命长3~5倍,免除了多次包胶维修的烦恼。
包胶前的准备工作与注意事项:
除了事先将金属滚筒去污外,还必须在涂第一层胶的同时,把橡胶板准备好,即裁制成所需形状大小。
滚筒包胶时还应在滚筒一侧放上角尺,沿滚筒整个宽度画一条横线(不能使用油笔画线)。将画有标志的橡胶板放到画有标志线的滚筒上,两条线对正,橡胶板在滚筒两端超出10~15mm,并马上用力滚压橡胶板斜边。使用西德TR70防滑橡胶板时,必须做槽纹成形处理,要考虑滚筒的旋转方向,搭接接头应与旋转方向相反。按此程序准备好后,再将橡胶板斜边立即涂上第二层“混合剂”,从中间向外侧绕整个滚筒滚压整个防滑橡胶层,滚压时挤出气泡,不要使橡胶板伸长。然后用滚压辊从中间向外边用力地滚压整个橡胶层,还要用橡胶锤锤击搭接头。在切掉超出滚筒两端的橡胶之前,滚筒应静放3h。若使用西德CN金属粘台剂时,可缩短2h。这时才能斜切超出滚筒两端的橡胶(与滚筒中心线呈45°角斜切),使滚筒外包层大致呈圆形,用角磨机顺接头方向磨平(不能反向)。将包层的滚筒中间做上标记,用皮尺绕滚筒一周画中心线,在滚筒一侧放上角尺,并沿滚筒轴向画水平线。在两条线交点上,接滚筒长度的1/2标出A、B点,使箭头朝转动方向,从B向C1和C2点画出两条槽纹线,间距50mm,然后再用槽纹机在搭接处切出槽纹,如附图所示。