企业动态
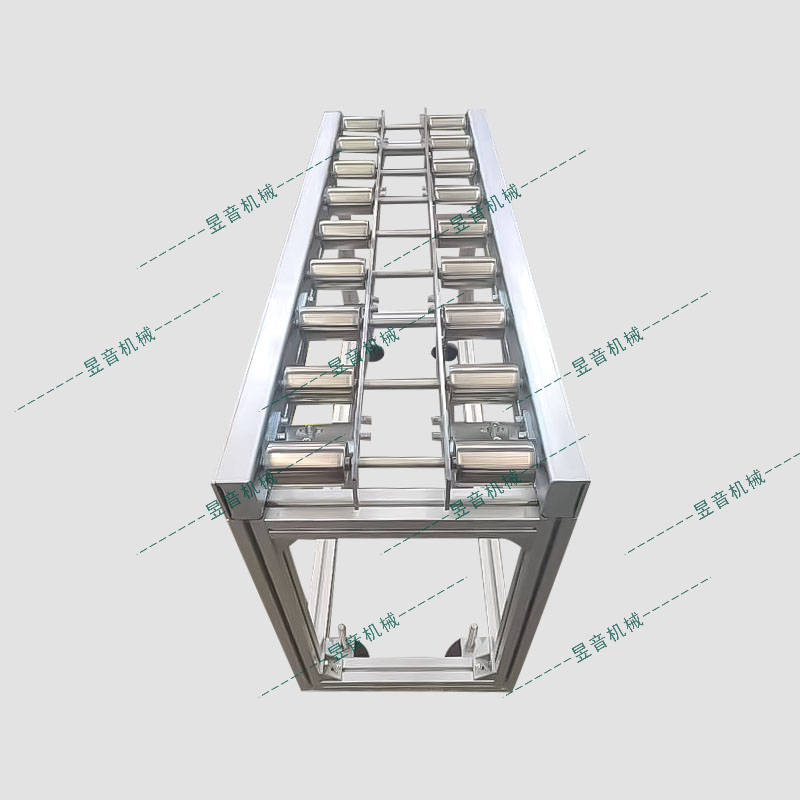
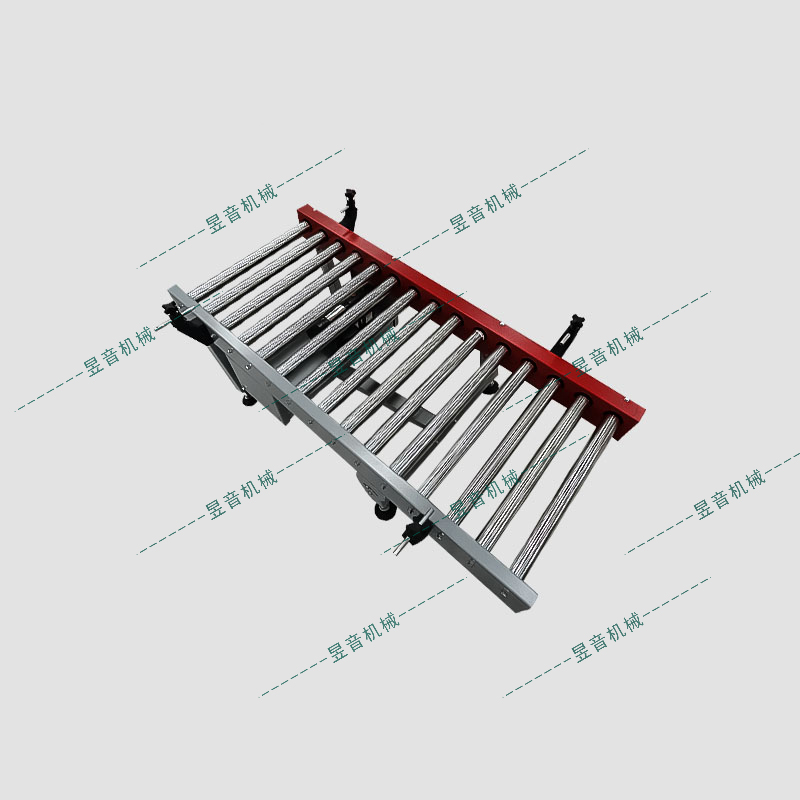
滚筒输送机械之间易于衔接过滤,可用多条滚筒线及其它输送设备机械或专机组成复杂的物流输送设备系统以及分流输送物料及合流输送物料,实现多类型的工艺需求。同进还可以采用积放滚筒实现物体堆积形式进行物料运输。滚筒输送机适用于底部平面的物料运输,主要由传动滚筒、支架、机架、驱动部等部分构成。滚筒输送机设备具有,运转轻快,速度快,输送量大,能够实现多品种的物料共线分流运输的特点。滚筒是滚筒输送机当中最为关健的部件,能够起到驱动输送带运行的作用,滚筒制造质量直接影响整个输送设备的运行的可靠性。下面我们解析一下滚筒输送机的焊接工艺。
滚筒输送机当中的滚筒是由轴、圆筒及两个接盘组成,接盘是铸件,圆筒是由钢板卷成。轴与接盘平键联接,接盘与圆筒焊接,驱动力传递给滚筒轴,轴带动滚筒整体转动,从而驱动输送带运行。接盘与筒体之间的焊接是制造滚筒的关健工艺,以前国内的滚筒常在接盘与圆筒的焊接缝处破坏。结构是对接,如果仍用埋弧焊打底焊,就会产生烧穿现象。轴和圆筒及接盘必须同时装配,也就是在焊接前必须将轴穿入接盘及圆筒。这样在焊接时,焊缝内侧就无法加焊药垫施焊,只能够在外侧单面焊。

滚筒输送机的焊接方法,一般采用CO2和Ar 混合气体保护焊打底焊,然后用埋弧自动焊接的焊接方法。混合气体保护焊能够克服CO2气体保护焊的缺点,能够保证焊接质量。焊接时,将滚筒放在滚轮架上转动,转速可以控制。打底焊接时焊枪手工操作,采用单面焊双面成形的方法焊接,保证焊缝根部能熔透又不出现焊穿等缺陷。其余各层焊缝的施焊可将焊枪或埋弧焊机头固定在滚筒焊缝上方水平位置,利用滚筒转动实现焊接自动化。
滚筒输送机的滚筒装配时的轴和圆筒及接盘应该同时装配,先将一个接盘装在轴上,然后将轴穿入圆筒,拉盘与圆筒对正后用联接板定位焊,再将另一接盘装在轴的另一端以同样的方法固定圆筒和另一接盘。其坡口尺寸的关健是间隙和钝边的大小,若间隙小,钝边大,焊接时不易熔透,反之又容易出现烧穿现象,经过试验,确定合适的坡口尺寸。另外,为保证焊缝根部不出现缺陷,不允许在被口内定位焊,用联接板在坡口外固定焊,打底焊后再去掉联接板。
由于皮带输送机的滚筒轴已经调质处理,如滚筒整体回火会降低轴的性能,只能对焊缝局部回火处理。采用了履带式远红外加热器对焊缝控伤检验。按照以上的输送工艺焊接滚筒,焊缝质量均能达到设计要求。http://www.yuyin.sh.cn/滚筒输送机技术整理发布。