企业动态
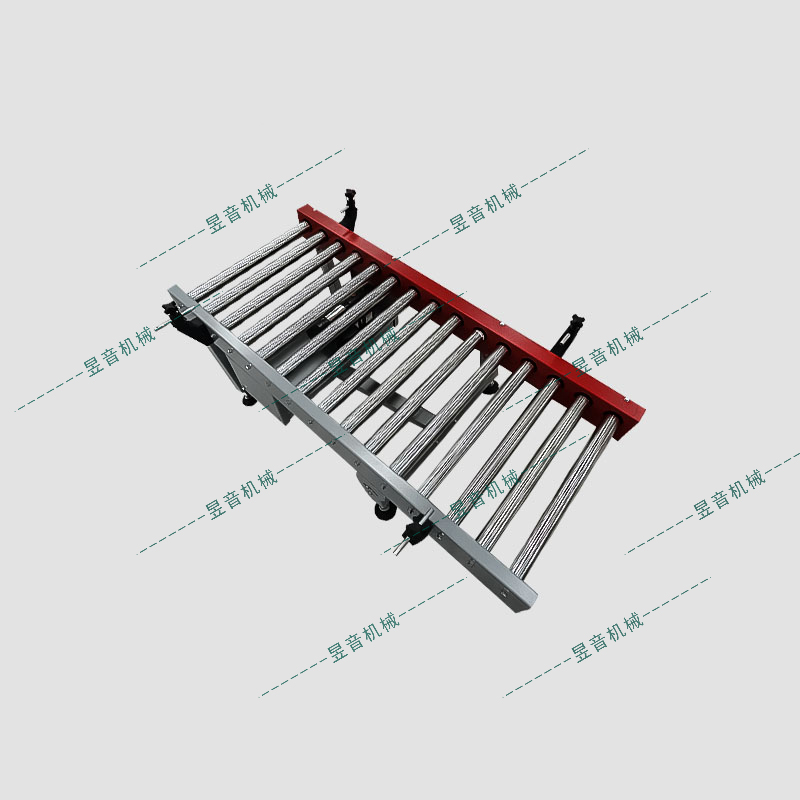
烟草企业卷包车间传统的条烟输送线系统主要是针对400包/分以下中速包装机开发的,即系统输送速度为每分钟40条/分以下。近年来,速度在600包/分以上高速包装机不断投入使用,对条烟输送线系统60条以上速度的需求。而条烟输送线的是由链板输送机 、皮带输送机或是滚筒输送机进行相组合而的,形成一条复杂的输送系统来完成条烟的生产输送。
输送机系统条烟在条烟高空输送履带上的输送方式为立式输送,即条烟侧面与高空输送履带相接触,条烟端面在前。这样是一方面能够减少高空输送履带的总宽度,降低能耗,更重要的是气垫排包要求条烟呈竖向状态。在卷包区域至装封箱区域时,条烟高空输送线中心距为125mm,直角转弯进装封箱区域后,条烟高空输送线中心距发散成180mm距离,以穿过气垫式排包机群。
当输送线的条烟穿过气垫式排包机区域时,通过卷包集控进行系统控制,挡烟机构下降挡住所选择输送线上的条烟,推烟机构直接将输送线的条烟来回平推入气垫式排包机中的垂直通道中。条烟被平推到气垫式排包机中的垂直通道后,条烟下落受空气垫保护,平稳缓慢。条烟落入气垫式排包机中垂直通道后处于立式状态。上游的条烟不断地下落,当空气动力气垫垂直通道快要被填满时,垂直通道下方的气密活门,按照先后排列顺序逐一打开,释放储存在垂直通道中的条烟。通过气垫滑道进入封箱机前的横向输送机中,送入封箱机的入口。

当输送线上的条烟需要在排包机下烟时,从卷包集控的包装机和封箱机的对应关系表中选择相应的排包机。挡烟机构放下、挡烟气缸磁环开关检测到信号、排包机已经启动、对应的通道入口没有堵烟、通道烟满后推烟次数没有达到设定次数,这些条件同时满足时,则发送联锁信号到条烟输送PLC中,使轨道允许运行;否则联锁信号禁止。当条烟被挡烟机构挡住,挡烟接近开关延时0.1秒,推烟电磁阀通电动作0.2秒,将条烟推进排烟通道。当排烟通道入口有烟堵塞(排烟口堵塞检测)时,光电开关持续检测到有烟堵塞0.5秒,对应的输送线停机。当条烟储满至烟满光电管时,同时中部挡烟电磁阀打开。所有通道的放烟阀都关闭到位且汇流出口没有堵烟(如果堵烟,需要再次按下启动按钮),则放烟电磁阀打开放烟持续1秒后关闭。
放烟通道的放烟电磁阀复位,磁环开关检测到放烟气缸完全复位后,中部挡烟电磁阀才能关闭复位。放烟电磁阀打开次序:以烟满顺序排队,先满先排放为原则,如此类推。两个电磁阀之间打开时间间隔为0.3S秒。空气垫垂直通道放烟电磁阀复位在0.8秒内完成。如果气缸磁环开关检测到闸门不完全复位,表示有烟被闸门夹住,此时电磁阀应该再次抖动打开。当条烟拨打阀在一定时间没有动作时(30秒),则对应的通道的放烟电磁阀打开,排走里面的个别条烟。排烟汇流口卡烟检测光电开关堵塞3秒以上,或者弧形滑板堵塞检测光电开关堵塞8秒以上,禁止放烟阀门打开。堵烟现象解除后,需按下启动按钮才能允许放烟阀门放烟。