企业动态
托辊的组装恒接决定着托辊的质量,这是托辊制造过程中最重要的一道工序,它决定了托辊各零件相对位置,托辊2端轴承的同轴度误差、托辊轴与托辊管的同轴度误差、成品托辊的径向跳动等参数体现在这道工序当中,要提高这些参数的精度,正确选择托辊的组装工艺也是极其重要的,坟工艺正确性选择托辊组装工艺也是极其重要的。组装工艺的正确性主要体现在选择基准,即工艺上的定位选择,工作的夹紧、工件的组装形式3个方面。
托辊组装的径向定位通常是以托辊管的外圆定位,高质量的托辊管是生产出高质量托辊的必要前提,由于托辊管的外径通常不加工,即托辊管的圆度不变,尽管它有误差,托辊管的外径应该是托辊组装时的基准。这样使得原来固有的托辊管外圆跳动接近于成品托辊的外圆跳动。外圆跳动是表面托辊质量性能的一个很重要的综合参数,直接影响托辊的转动惯量和自动平衡,进而影响整机的起动效率及托辊运行中自身附加载荷的大小,缩短托辊的使用寿命。
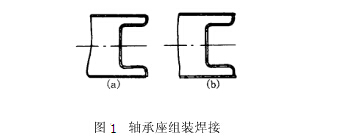
托辊管与轴承的装配位置有三种,一种是托轴轴承的轴向定位以托辊管的端面为基准,要求轴承管的轴向尺寸必须准确,否则装配时轴向需要加垫调整,这样成批生产出质量稳定的托辊比较困难。径向是以托辊管的外圆定位,由比较精确的工装保证托辊管与轴承的同轴度,见图1a。另一种装配形式见图1b,托辊轴承的轴向定位以轴的卡簧尺寸为基准,管子的轴向加工精度不可不予考虑,这样装配时轴向不需加垫调整,径向定位完全脱离了工装束缚,2端轴承的同轴度、轴承与管的同轴度均取决于钢管的圆度,只要钢管的圆度符合要求,就能保证成品托辊的制造质量,并且能够保持其大批量的生产的质量稳定性。托辊辊体组装焊接时,工件的夹紧方式推荐采用弹性夹紧,如气动弹簧。
托辊的生产首先要有先进符合加工艺工艺条件的结构设计,采用高质量的原材料和正确的加工手众人面才能批量生产出质量稳定的托辊,除了必须要达到有关标准的性能要求以外,还应该保证旋转阻力系数不大于0.022;按实际工况条件正确选择托辊,其使用寿命不低于30000H。http://www.yuyin.sh.cn/托辊技术整理发布。