企业动态
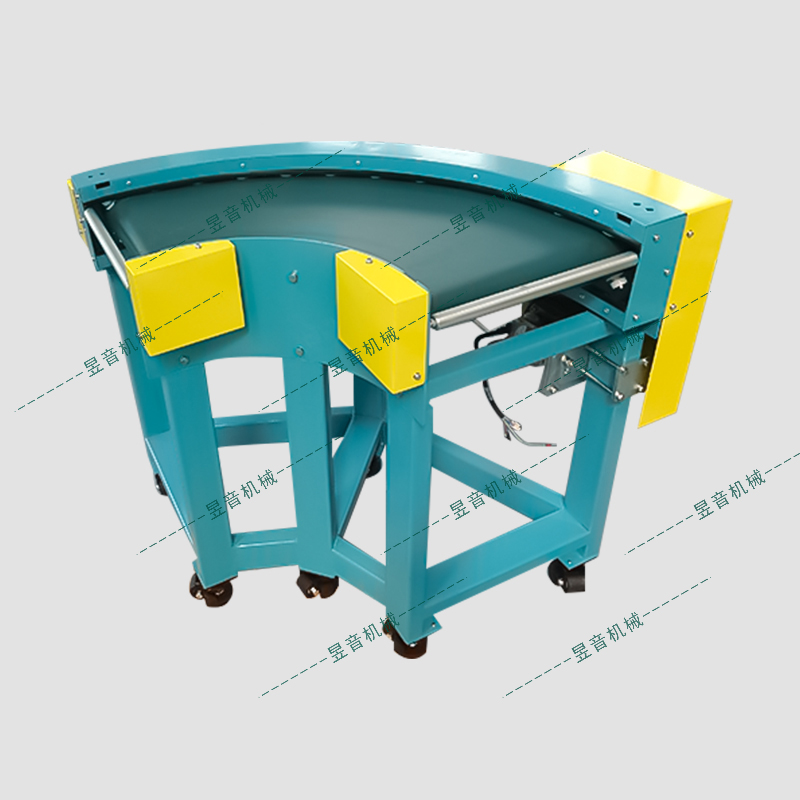
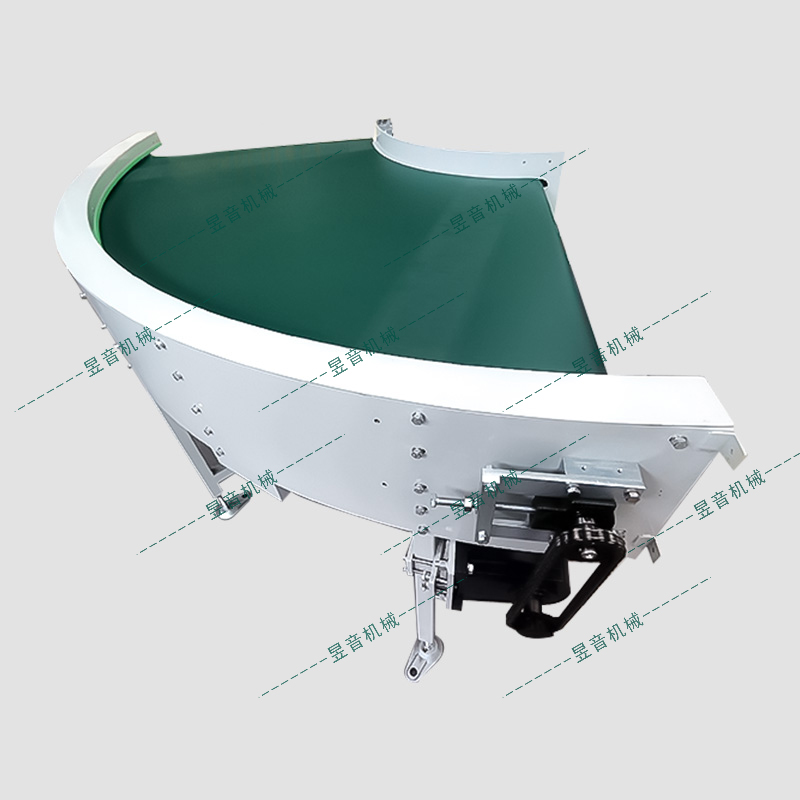
皮带输送机的负载是一种典型的恒转矩负载,而且不可避免地要带负荷起动和制动。电动机的起动特性与负载的起动要求不相适应在带式输送机上比较突出,一方面为了保证必要的起动力矩,电机起动时的电流要比额定运行时的电流大6-7倍,要保证电动机不因电流的冲击过热而烧坏,电网不因大电流使得电压过分降低,这就要求电动机的起动要尽量快,即提高转子的加速度,使得起动过程在超过3-5S。驱动装置是整个皮带输送机的动力来源,它是由电动机、偶合器,减速器、联轴器、传动滚筒组成。驱动滚筒由一台或两台电机通过各自的联轴顺、减速器、和链式联轴器传递转矩给传动滚筒。
皮带输送机的减速器原理减速器是指原动机与工作机之间独立封闭式传动装置。此外,减速器也是一种动力传达机构,利用齿轮的速度转换器,将马达的问数减速到所要的回转数,并且得到了较大转矩的机构。降速同时提高输出扭矩,扭矩输出比例按电机输出乘减速比,但要注意不能超出减速器额定扭矩。

减速器的种类很多,按照传动类型可以分为齿轮减速器、蜗杆减速器和行星减速器以及它们互相结合起来的减速器;按照传动的级数可以分为单级和多级减速器;按照齿轮形状也可以分为圆柱齿轮减速器、圆锥齿轮减速器和圆锥一圆柱齿轮减速器;按照传动的布置形式又可以分为展开式、分流式和同轴式减速器。
减速器有二级、三级及多级齿轮减速器,第一级为直齿圆锥齿轮减速传动,第二、三级为斜齿圆柱齿轮降速传动,联接电机和减速器的连轴器有两种,一是弹性联轴器,一种是液力联轴器。为此,减速器的锥齿也有两种:用弹性联轴器时,用第一种锥齿轮,轴头为健连接;用液力偶合器时,用第二种锥齿轮,轴头为花键齿轮联接。
传动滚筒采用焊接结构,主轴承采用调心轴承,传动滚筒的机架与电机、减速器的机架均安装在固定的大底座上面,电动机可以安装在机头的任意一侧。齿轮减速器应用范围广泛,例如,内平动齿轮传动与定轴齿轮传动和行星齿轮传动相比具有着许多的优点,能够适用于机械、冶金、矿山、建筑、轻工、国防等众多领域的大功率、大传动比场合,能够完全取代这些领域中的圆柱齿轮传动和蜗杆传动,因此内平动齿轮减速器也有着广泛的应用前景。http://www.yuyin.sh.cn/皮带输送机技术整理发布。