企业动态
皮带输送机是长距离、大运量物料高效运输的主要输送设备之一,皮带输送机所需要的牵引力和制动力是通过传动滚筒与输送带之间的摩擦力传递的,故滚筒是皮带输送机的关键部件。在生产实践中,往往会遇到由于滚筒质量问题而引起的输送带跑偏、轴承烧坏甚至输送带起火燃烧等意外事故。因此,滚筒质量的好坏直接影响到整条输送机的工作性能、安全性和可靠性。
滚筒不合格因素通常有同心度达不到要求、滚筒皮厚偏差、外径偏差以及两孔椭圆等。针对这些不合格因素,我们从第一道工序开始逐项排查,从原材料到最后静平衡试验都认真研究分析,最终统计结果表明,影响滚筒质量的主要原因有:①加工工艺不合理。②卷板圆度不合格。③焊接变形。④加工设备精度低。
针对上述原因,我们分别采取了一下改进措施。
1、改进和优化滚筒加工工艺
铸焊结构筒体加工如图1所示。
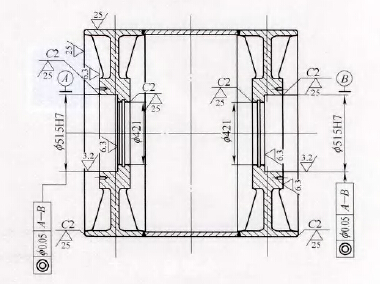
图1 铸焊结构筒体加工图
(1)改进前的机加工工艺路线如下:
镗:上镗胎→以筒皮外圆找正→压紧→平筒皮→端面→镗接盘(或轴承座)内孔及平面至图样尺寸→调头→仍以筒皮外圆找正→镗成另一端内孔及端面。
车:一夹一顶以内孔定位找正→平筒皮有余量端面→车筒皮外圆成左右螺旋(或粗糙平面)。
(2)改进后的加工工艺路线
镗:上镗胎→以轴承座内孔找正→压紧→平筒皮→端面→镗接盘(或轴承座)内孔及平面至图样尺寸→调头,上找正加长杆,以已加工内孔为基准找正→镗成另一端内孔及端面。
车:上双顶尖以内孔定位找正→平筒皮有余量端面→车筒皮外圆成左右螺旋(或粗糙平面)。
(3)对改进前后工艺对比可知:
改进前两端孔都以毛坯面为基准找正,对上一道工序和操作工人的要求都较高,因此两空同心度不易保证。改进后,第一端孔以毛坯找正,而另一端孔是以第一端精加工孔为基准找正,消除了粗基准的加工误差。对于精度要求较高的孔我们还采用通刀杆尾座架,一次同时加工出两孔尺寸。但在生产实际中一般很少采用,通常采用工作台调头法加工两孔。实践证明,工艺改进后加工出两端孔的同心度已能满足图样设计要求。
改进前车外圆时采用一夹一顶,这样找正时仍以毛坯为基准,从而造成滚筒外径和皮厚偏差。而改进后双顶尖已加工孔为精基准,从而达到对两空同心度及外径偏差进行校正。对于外形尺寸较大、质量较大的滚筒,我们还另外设计了一套支撑共振以辅助双顶尖定位、支撑。经实践证明,我们自制的专门加工滚筒用的顶尖,无论在强度上或是使用性能上均能满足加工要求。