企业动态
自动输送线在工厂自动化和物流自动化系统中有广泛的的应用。PLC作为一种成熟的电气控制设备具有良好的逻辑运算、逻辑控制和顺序控制能力。而且PLC易于编程,可模块化操作,可靠性高。但受到内部硬件电路的限制,在运算速度、数据处理能力方面和PC机相比要逊色很多。工业现场中自动输送线是比较复杂的控制对象,可以借助上位机PC来建立生产模型,让下位机完成具体的直接数字式控制,实现复杂控制。同时,上位机PC和下位机PLC还可构成监控系统,完成现场监控的功能。
1、系统结构
本系统中采用BOSCH公司的产品构建自动输送线。输送线的运转流程如图1所示。
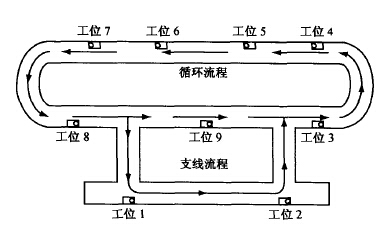
图1 输送线运转流程
其中椭圆型的为循环流程,直线型的为支线流程。在输送线上的工件未完成支线流程前在循环流程中等待,待支线流程空闲后进入支线流程,完成后回到循环流程。整个作业流程中各个工位通过PLC控制电磁阀的开闭来升起或降下挡停器来允许或阻止工件的通过。控制电磁阀的开闭时间就可以控制该工位的停顿时间。这是由PLC完成的基本控制功能。但是由循环流程进入支线流程时,需要判断支线是否空闲,如果空闲则进入,如果繁忙则在循环流程中等待。在支线流程完成后,返回循环流程的时候也需要判断循环流程中是否正好有工件通过交叉路口。如果有,要么必须等待该工件通过后,支线的工件再回到循环流程中;要么待支线工件回到循环流程后,该工件再通过交叉路口,否则会造成工件相撞的局面。当循环流程中工件很多时,当前工位的工件操作完成后,若前面工位的工件操作没有完成时,则该工位的工件必须在自己的工位上等待,直到前面的工位空闲后才可放行。所有这些控制逻辑如果全部通过PLC来完成是很困难的,但是借助Pc机,就很容易确定工作流程。当PC机和PLC建立通讯联系后,PC只需发送指令通过PLC查询各个工位的相应状态,根据当前的状态和工作流程得到下一步的操作步骤,再发送指令让PLC完成相应操作,从而让PLC按照既定流程有序的工作。
2、通讯机制
这里的关键技术是PC机和PLC的通讯机制和协议。在本例中PC和PLC通过计算机上的串口(RS232接口)实现通讯。这里采用三菱公司的FX2N系统PLC。由于FX2N本身只有编程接口,并没有RS232接口。必须安装FX2N-232-BD模块后方可和计算机的RS232口通讯。双方通过普通的9针插头进行连接。
除了物理线路的连接,要想建立PC和PLC的通讯,还必须对PLC进行相应的设置。PLC规定了一些特殊寄存器用于串口通信。其中最重要的寄存器是D8120通讯格式寄存器。这是一个16位的寄存器,规定了串口通信参数。