企业动态
通过对皮带输送机滚筒焊接裂纹产生的原因分析可知,滚筒焊接工艺参数直接影响到皮带输送机滚筒焊接过程的连续性、稳定性。我们可以通过优化筒体焊接结构设计及滚筒焊接工艺等措施来消除皮带输送机滚筒焊接裂纹。
1、优化筒体焊接结构设计
(1)选择合适的接头和坡口形式减小应力集中为减小应力集中,焊缝表面最好为凹面,向母材表面应圆滑过度。
(2)辐板开减轻孔、降低拘束应力
辐板上开合适的减轻孔能有效降低环缝处的拘束应力,同时还可提高辐板刚性。开口数量一般在3个以上,常见形状有以下几种(如图1)。
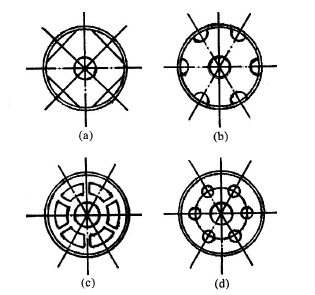
图1
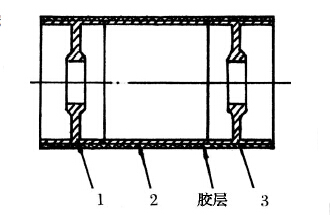
在环缝产生裂纹之后的返修中,有时也采用开止裂工艺孔的方法(如图2),均布止裂孔,修焊完成后再补焊止裂孔。止裂孔的数量及大小根据滚筒直径、板厚、焊缝尺寸和产生裂纹的情况具体确定。止裂孔的作用就是显著降低环缝的圆周拘束应力,减小焊接加热过程中焊缝附近区域的塑性变形,从而减小焊缝在冷却过程中的收缩量,避免裂纹的出现。最后焊补好的止裂孔对整体结构无影响。要注意的是,补焊工艺孔与焊缝要连接光滑,必要时用角磨机修光,以减少应力集中。

1-筒皮;2-轮毂;3-轮辐
图2
(3)采用铸焊复合结构规避焊接缺陷
对于成批生产且用其它工艺方法控制裂纹成本较高的滚筒,可以抛开传统的滚筒结构形式(轮缘、轮辐、轮毂),设计以下形式铸焊复合结构(如图3)。此铸焊结构彻底解决了传统结构轮辐与轮缘及轮毂连接焊缝的裂纹问题。虽然成本较焊接滚筒略有增加,但在成批生产和Φ800以上重要滚筒中已获得广泛应用。
1、3-筒箍;2-筒圈
图5
2、优化滚筒焊接工艺
(1)注意材料焊接性
轮毂、轮辐、轮缘材料不一致时,可在较硬的含碳量较高的轮毂表面堆焊过渡(隔离)层。堆焊层可选用E5015或强度等级低一些的E4315焊条,堆焊厚度≤6mm。
(2)注意焊接应力
由于环缝1、2处裂纹主要是拘束应力过大引起,这种情况下,应选用抗裂性能较好的碱性低氢型焊条。工艺上通常采用预热工件或对称同时施焊等措施。预热温度由所用材料及厚度确定,常使外件温度略高于内件温度,这样焊后工件与焊缝同时冷却收缩,外件收缩多于内件,减小焊接应力,甚至可能使焊缝出现压应力,达到防止裂纹的目的。
(3)消除或减少残余应力
焊接过程中可通过锤击焊道释放应力,但由于结构本身或操作原因,效果有时不太明显,采取焊后整体加热时效处理或局部加热缓慢冷却的方法可有效去除残余应力。整体加热成本较高,用氧、乙炔火焰局部加热焊缝及热影响区至550℃左右(暗褐色),再缓冷至室温,是实践中较可行的方法。