企业动态
皮带输送机作为散装物料主要的输送设备,输送带的跑偏现象,是皮带输送机运行时最常见的问题之一。经常发生跑偏事故,会影响输送带的使用寿命,严重的会发生停机事故或导致人员伤亡等事故。
输送带运行时出现的跑偏现象,主要是由于张力不足、输送带上物料重心不居中、机架制作安装时的变形、托辊轴承自身缺陷、输送带安装错位不居中、接头歪斜、张力分布不均衡等,都能引起输送带跑偏。本文是根据多年现场实践,从使用者角度出发,利用力学原理分析来说明托辊组防输送带跑偏的机理。
实践证明,机头、机尾不平行时输送带跑偏紧边不跑松边;安装不水平时,跑高处不跑低处;安装下托辊不垂直时输送带跑后不跑前。一般以托辊的稳定系数来衡量跑偏纠正能力。
在皮带输送机的设计过程中,常用的托辊有槽型托辊、前倾托辊、过渡托辊、缓冲托辊、调心托辊、平形托辊、V形前倾托辊、下调心托辊、螺旋托辊及吊挂托辊等。现针对一些常用的,能起到跑偏调心作用的托辊进行跑偏机理分析,为今后在皮带输送机托辊选型中提供一定的基础理论。
1、调心托辊防跑偏机理
如果输送带跑偏量不是很大,可以用槽型调心托辊自动调整。槽型调心托辊纠偏机理如图1。
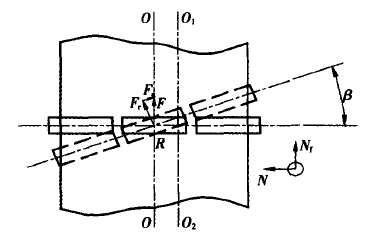
图1 调偏托辊防跑偏机理
2、前倾托辊防跑偏机理
前倾托辊就是将托辊组的两个侧托辊向输送带运行方向前倾一个角度,这个角度很小,一般在2°~3°。前倾托辊组受力分析如图2。
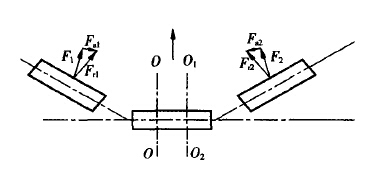
图2 前倾托辊防跑偏机理
前倾托辊组的纠偏力是由前倾托辊的两个侧托辊产生的纠偏力之差,数值比较小,为了纠偏能力效果好,尽量将所有上托辊前倾2°~3°,也可以间隔几组设置一组前倾托辊,这样布置的托辊组,阻力减少了很多,但纠偏效果会差一些。
3、V形下托辊防跑偏机理
回程段输送带跑偏可以设置下调心托辊,其工作原理与上调心托辊相似。另一种防跑偏的方法就是设置V形下托辊,其受力分析如图3。
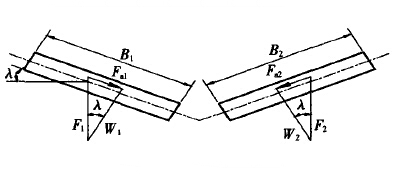
图3 V形下托辊防跑偏机理
4、螺旋侧托辊防跑偏机理
螺旋托辊的设计也是防止跑偏的有效措施之一,其受力分析如图4。
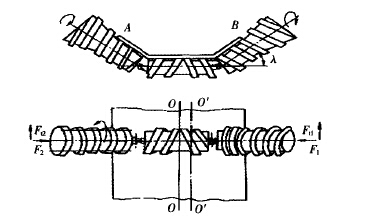
图4 螺旋侧托辊防跑偏机理
螺旋托辊的设计形式为侧托辊一端粗,一端细,带有锥度,根据输送机运行的方向,螺旋托辊侧托辊的旋向也是不一样的,两个侧托辊一个是左旋,一个是右旋。一旦输送带往一侧跑偏时,螺旋侧托辊就会给输送带产生一个向心力,向心力的方向指向输送机中心,促使输送带向输送机中心移动,保证输送机的正常运行。