企业动态
1、皮带输送机输送带跑偏原因
(1)输送带本身质量缺陷
由于输送带生产质量问题,输送带出厂时存在“飞边”、输送带上、下盖胶厚度不均或钢丝绳芯带中各钢丝绳的初张力不等,输送带安装时接头不对中等原因,引起输送带截面上张力分布不均,张力对输送带的中心线产生弯矩,引起跑偏、撒料、刮边等事故。
(2)物料偏斜引起输送带跑偏
如果落料位置设计不合理,输送带上物料的重心位置偏离输送带中心,则在物料重量作用下,输送带将向另一侧偏移。
(3)托辊偏斜引起的跑偏
①托辊后倾
在安装托辊时,如果托辊的轴线不与输送带中心垂直,在输送带运行时就会产生垂直于输送带运行方向的侧向推力。如前倾则引起指向中心的回复里,如后倾则会产生跑偏力。
②托辊支架整体倾斜
(4)托辊转动不灵活
(5)环境影响
如果清扫器工作不利,托辊或滚筒表面粘着煤尘和粘土,托辊和滚筒外表面成锥形,会引起输送带跑偏。
(6)其他因素
如果机架振动、风力载荷、拉紧力不够、温度分布不均,如输送带一个侧边受日光照射,当光线强烈时,输送带会向光线照射的一侧跑偏,此时应加挡阳板。如果输送带拉紧力不够,输送带会忽左忽右运动,输送带跑偏没有规律,应加大拉紧力。
2、分段变摩擦调偏托辊的设计
针对输送带跑偏原因的分析为了提高调偏装置的调偏能力和速度,将调偏托辊外表面制成螺旋对中形式,将槽型调偏托辊两侧托辊做成分段式短托辊,并将最外侧短托辊制成内锥形变摩擦系数托辊。托辊中增设可移动锥形活塞,活塞的一端连接立辊,在锥形活塞端部设置回复弹簧,调偏结束后再弹簧力作用下锥形活塞能够自动复位,调偏装置的结构原理如图1所示。
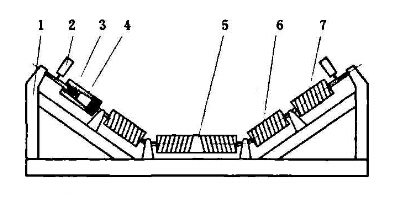
1-托辊支架;2-立辊;3-回复弹簧;4-移动活塞;5-中间托辊;6-成槽侧辊;7-螺旋短托辊
图1 调偏托辊装置示意图
当皮带输送机正常工作或皮带输送机跑偏量不大时,输送带与两侧立辊不接触,输送带在两侧螺旋短托辊的作用下,自动对中运行。当跑偏量增加时,输送带会发生侧向运动,输送带会与立辊接触并带动立辊向外运动。立辊向外运动时会拉动螺旋短托辊内的锥形活塞一起移动,锥形活塞与螺旋短托辊内锥形筒壁接触,在摩擦力的作用下,螺旋托辊转速下降,螺旋托辊和输送带间的相对滑动速度增加,输送带相对螺旋短托辊外筒体的运动由滚动变为滚滑。摩擦系数增大,当跑偏量进一步增加,锥形活塞会闸死螺旋短托辊的内筒体,输送带与螺旋短托辊外筒体间的摩擦转换为纯滑动摩擦,而另一侧螺旋短托辊外筒体与输送带间仍然是滚动摩擦。输送带两侧出现受力不均,输送带在力差的作用下向中心位置运动。当输送带回到中心位置时,锥形活塞在弹簧力作用下又回复到原来位置,锥形活塞与螺旋短托辊内锥形筒体分离,螺旋托辊外筒体与输送带间相对运动又变成滚动。