企业动态
在工业生产中南于工艺布置、工艺流程及生产场地的原因,需要被输送的产品进行0至180°的转弯输送。最常用的方法是采用两台交叉布置的输送机如皮带输送机,链式输送机等,加上固定转弯导板完成转弯输送,产品在整个转弯过程中是被强制改变运动方向的。这种方法输送较大的产品和箱类物品简单可行,但在输送如瓷板及装有陶瓷原料的软质包就容易产生转弯输送失败,造成瓷板一角折损或破裂,装有陶瓷原料的的软质包被卡在固定转弯导板处。因此要求设计出针对上述产品特性的转弯输送机。
1、产品在转弯输送时的运动特性
薄形板类和软质包相比,薄形板类的形状固定,比如瓷板虽然比较硬能承受的静压力大,但比较脆,尤其在瓷板的边角上,输送不当造成瓷板锐角的破损疵点是引起产品损坏的最大原因。装有陶瓷原料的软质包的外形是由袋内的散装物相对流动而对外袋产生压力维持的,外力的作用也能引起和改变外袋的形状。采用传统的转弯输送方法,瓷板在直线运动变转弯运动时运动中的瓷板的一角首先接触固定转弯导板(固定转弯导板是静止的),两者存在速度羞,引起瓷板的一角与固定转弯导板发生冲撞,致使瓷板的锐角折损。同样装有陶瓷原料的软质包在通过转弯输送时,软质包一部分或者一侧是“挤”着同定转弯导板完成转弯的动作,局部速度的变化使外袋的形状发生变化,所以容易在固定转弯导板与输送机之衔接处发生卡包现象。
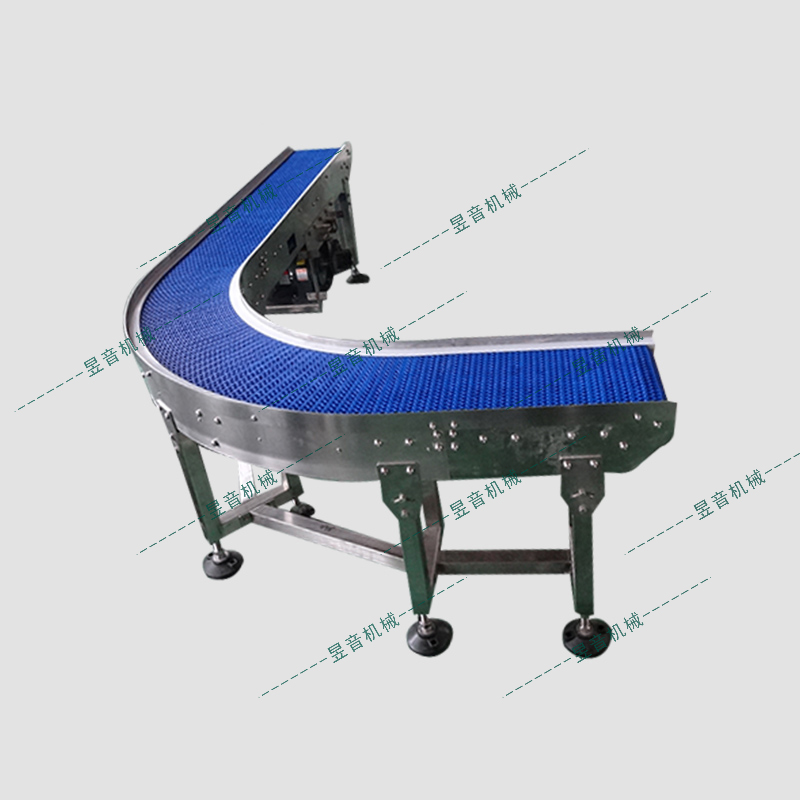
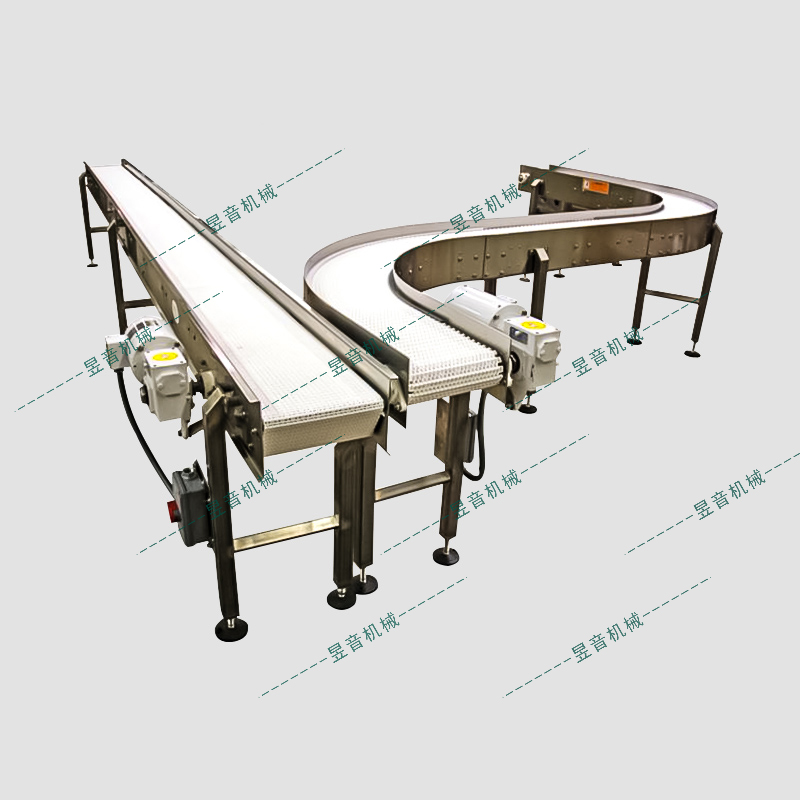
2、圆锥托辊式转弯输送机
(1)圆锥托辊式转弯输送机的运动原理
这种转弯输送机分直线段和圆弧段两部分,在直线段输送物等速运动,到了圆弧段被输送物在托辊上转弯时各点速度不同,近外弧的速度大于内弧的速度,输送物借于内外的速度差完成输送物转弯运输。内外弧道的圆心O也是输送物转弯的速度瞬心,托辊上各点速度分布如图1。
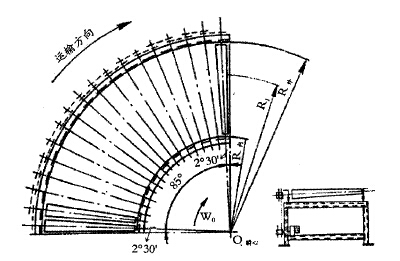
图1 托辊上各点速度分布
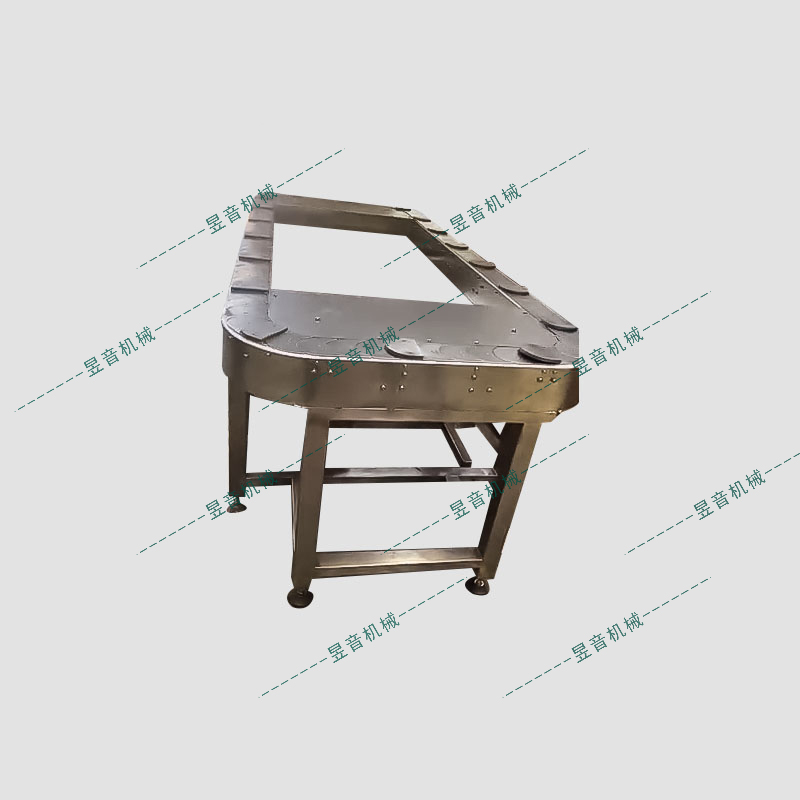
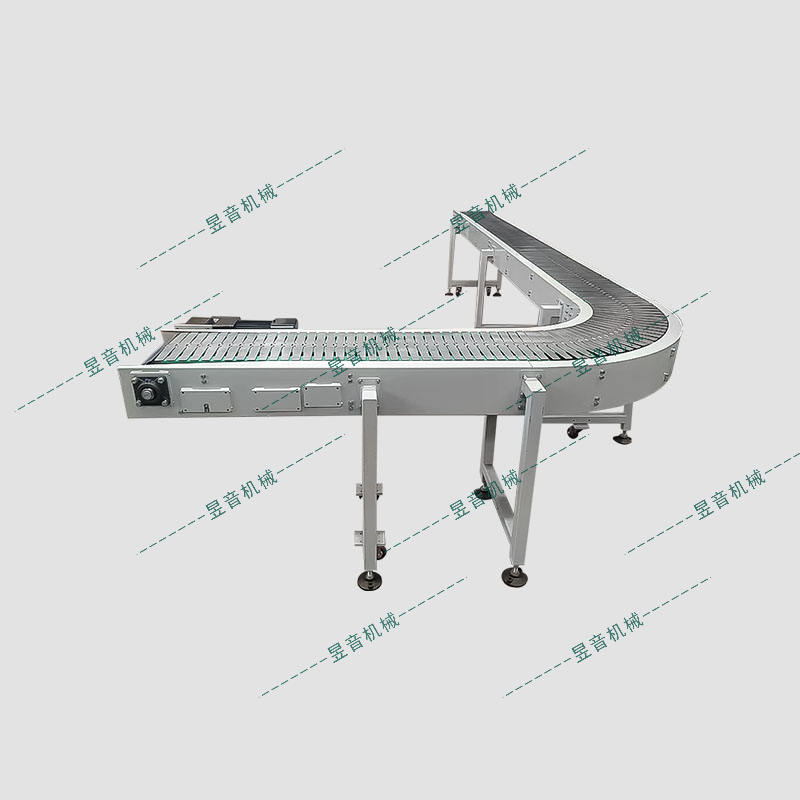
(2)圆锥托辊的布置与设计
圆锥托辊式转弯输送机是依靠磨擦力输送货物的,托辊的最小直径控制在50mm左右,太小了影响到与瓷板磨擦包角。相邻两托辊间的距离也要根据输送物的特点而定;输送瓷板类形状固定的货物时,要求能同时接触到三个以上的托辊,以保证重心的位置。输送装有陶瓷原料的软质包时,如果两托辊之间间隙过大,外袋陷入二托辊之间空间的那部分会凸了出来,袋子里的货物流动即充满外袋凸出的部分,增加了前托辊阻力,随着托辊的转动使货包陷的更深,以至输送失败。
为了确保转弯时输送物输送顺畅,采用驱动全部托辊的方法更加合理,驱动全部托辊后,输送物与托辊每个接触点的速度一致,不会由于动力托辊与从动(没动力输入)托辊的速度差影响转弯输送。