企业动态
在考虑发动机皮带输送机设备改造时,首先应该要考虑皮带输送机设备的工位设置和平面布置,平面布置时主皮带输送机设备、分装线及工位器具布置是否合理并且可以保证物流的畅通,作环型水平布置,保证装配输送线便于维修。皮带输送机设备必须设置返修段修工位,另外还要进行模块化设计,并且在工艺设计时保证各个工位之间的工时平衡;应用分装工位与主线发动机的对应关系及通畅的信息传递;皮带输送机设备及其输送设备当中的运动单元(如上升、下降、移动和迥转等)运行平稳可靠;皮带输送机设备于动操作工位必须设有托盘了退装置,以确何作业的方便性;托辊放行采用脚踏开关来进行实现;皮带输送机设备于动操作工位必须有求救开关及工位离线开关,当托辊退出皮带输送机设备时,返修通道要有返修指示信号灯,提示相关人员来进行处理。基于以上考虑,我们对原装配输送线进行了颠覆性的改造,在工艺平面布置、控制设备及物流等各个方面都进行了重新规划及改造。
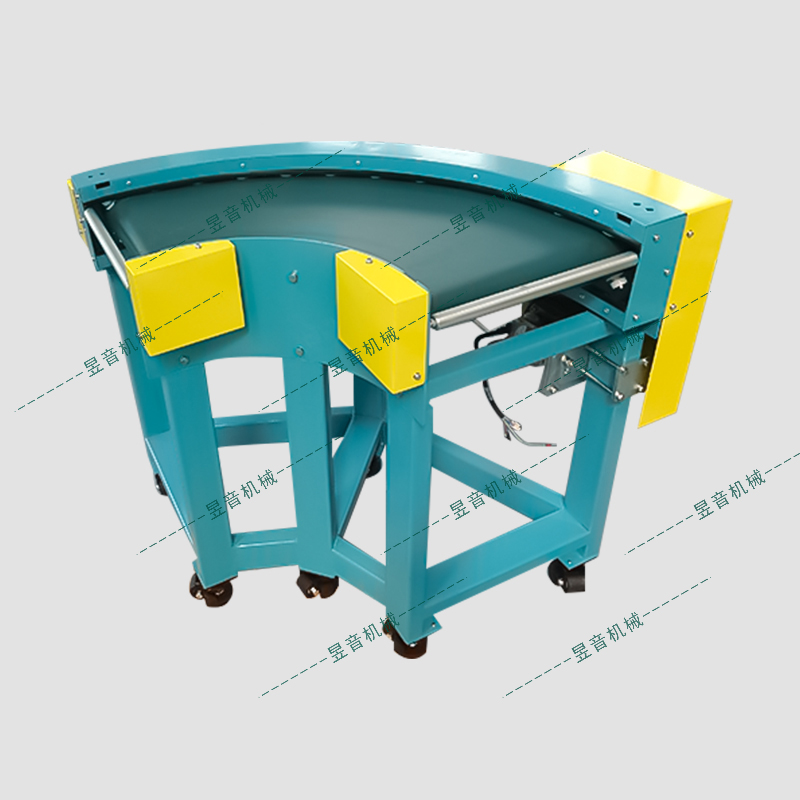
1、发动机皮带输送机设备结构形式的改造
皮带输送机设备采用可互换的标准段构成,工位平均间距设置为2M(可根据不同的型式进行增减),装配输送速度约在10~20M/MN。皮带输送机设备托辊以现有具体的主力机型为主,再兼顾今后拓展机型发动机。在不需对托盘做较大的调整的情况睛,通过调整托辊支撑点就能够进行满足装配要求;对托辊挡停器布置及控制要求在自动设备工位的挡停器具有互锁功能,防止误操作损坏设备;输送线及设备自动控制系统发生故障时,配置手工操作的功能,皮带输送机设备于动工位工件对轴时辊道累计定位精度要求控制在正负三厘米范围之内,需要二次定位的半自动工位及自动工位工件对输送设备的定位精度要求控制在正负零点二厘米范围内。输送线电控拒管线走向要方便维修,管线布置应该要整齐、牢固和无颤动,输送线的驱动电机采用联挂方式,由一根总线至控制柜,在托盘上安装ID卡,通过读写头对重要及关健数据的采集、交换。

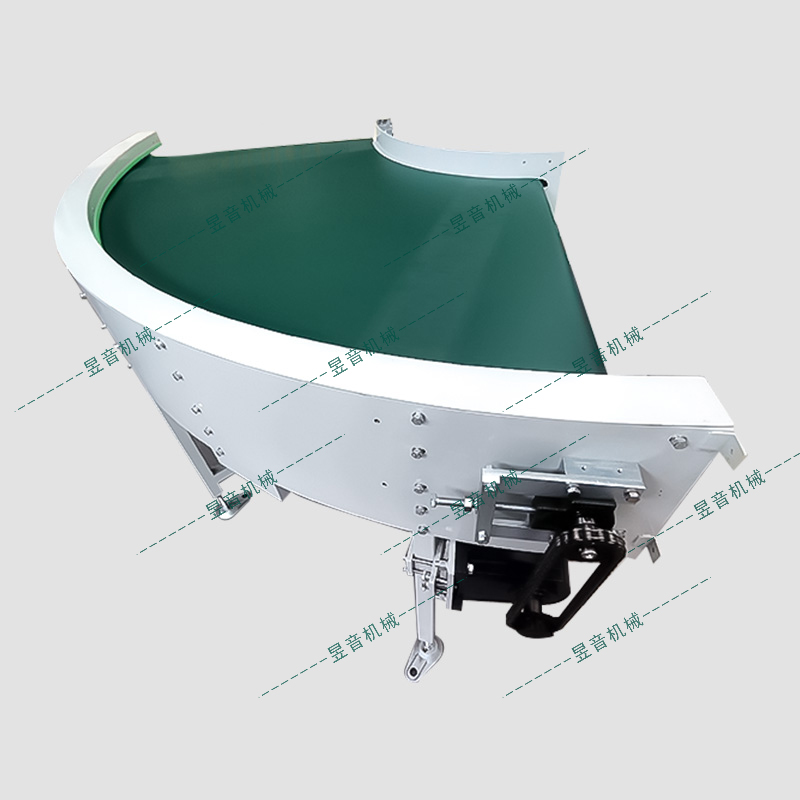
2、工艺改造
皮带输送机设备设置为环行布置,总长160M,共设置工位78个,其中十余个关健工位,关健工位质量参数全部采用专用输送设备进行控制,比如拧紧机、气门拧紧机、气门回隙测量机和静扭矩测量等。线体旁设置活动盛件车,取代先前的固定料架,方便了物流发料,拓宽了物流通道,对皮带输送机设备的作业指导书按员工的操作习惯更为手顺书,对每一步作业时间节拍进行了规定,在线体旁设置了活塞连杆分装线、机油泵、进排气岐管和缸盖罩等工作台十余个,在原来的基础上增加八个,基本达到在总皮带输送机设备上不装配单个零部件,提高了生产效率,对缸体、变速器和飞轮等较重的零部件采用机械手抓举或者平衡吊上线,减轻了人员劳动强度;减轻了劳动强度;对原缸盖分装线的改造则采用总线控制结构的非同步柔性输送线,直线布置,皮带输送机设备由可互换的标准段构成,分装线上的工具设置在线体旁布置,操作安全方便,托盘设计不带回转台,缸盖分装夹具对缸盖的定位精度控制在正负零点三厘米的范围之内。